技術コラム
COLUMNギアシャフトとは?
ギアシャフトというのは、シャフトに対して相手部品とのかみ合わせを行うためのギア形状を付加したシャフトとなります。簡単に言えば、棒状のシャフトに歯車上のギアが付いている部品となります。主に、化学・プラント業界や大型減速機のギアポンプに使用され、EV向けリチウムイオン電池などに使用されるフィルムはじめ、樹脂、ケミカル、フィルム、電子情報材料などの機能化製品が今後大きく市場拡大することが予想されます。
そんなギアシャフトについて、今回は紹介いたします。
加工方法について
ギアシャフトのギア部分について、主に「成型法」と「創生法」の2つの加工義方法があります。従来の大型ギヤは、専用の歯切盤(ホブ盤)と歯研機を使用した創生法による製作方法が一般的な製作方法でした。しかし、創生法による加工は、品質、コスト、納期面で、競争力に劣る部分があります。それぞれ、用途・ロット数に応じて適切な加工方法を選定する必要があります。下記にて、詳細を説明いたします。
創生法
設備:ホブ盤、スロッター
工程:材料 → 旋盤(ブランク) → 荒歯切り → 熱処理 → 旋盤2 → フライス → 正歯切り → 応力除去(熱処理) → 円筒研磨 → 歯研 → 窒化(熱処理) → 円筒研磨2 → 完成
特徴:専用加工のため、量産向け。しかし、歯が大きい製品は苦手
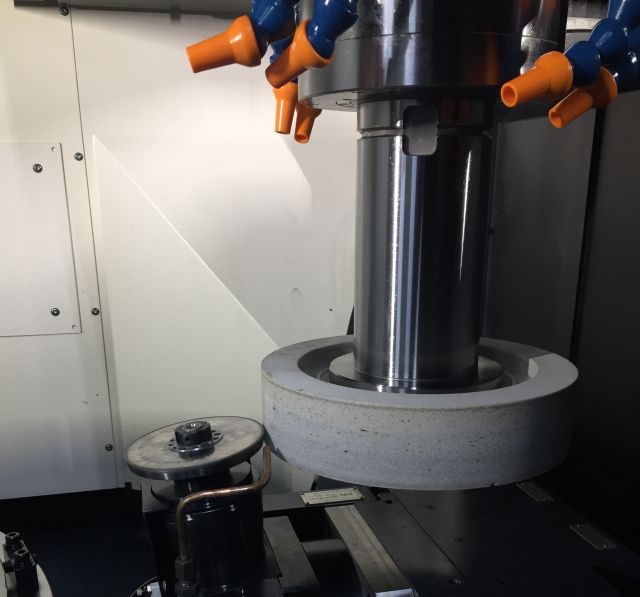
成型法
設備:旋盤、マシニング
工程:材料 → 旋盤(ブランク) → 荒歯切り → 熱処理 → 旋盤2 → 正歯切り+フライス → 円筒研磨 → 歯研 → 窒化(熱処理) → 円筒研磨2 → 完成
特徴:特注加工を行うため、小ロット生産が得意。また、歯が大きい製品の加工を得意とします。

減速機の基幹部品であるギヤは、材料から完成まで非常に長い工程がかかり、減速機を組み立てる部品の中でも納期面で特にボトルネックとなっているアイテムとなっています。
また、ギヤには様々な形状がある中でホブ盤には長さや大きさには同一機械内で対応できるが、形状の変更や、歯数やモジュールを大きくしたりすることは難しくあります。
成形法によるギヤ加工は、ギヤ単体の品質、納期、コストが従来の加工方法より
優位になるため、結果的に完成品の納期短縮化による競争力の強化につながる。本サイトを運用するキムラテックでは、成型法によるギア加工を得意としています。
当社の製品事例
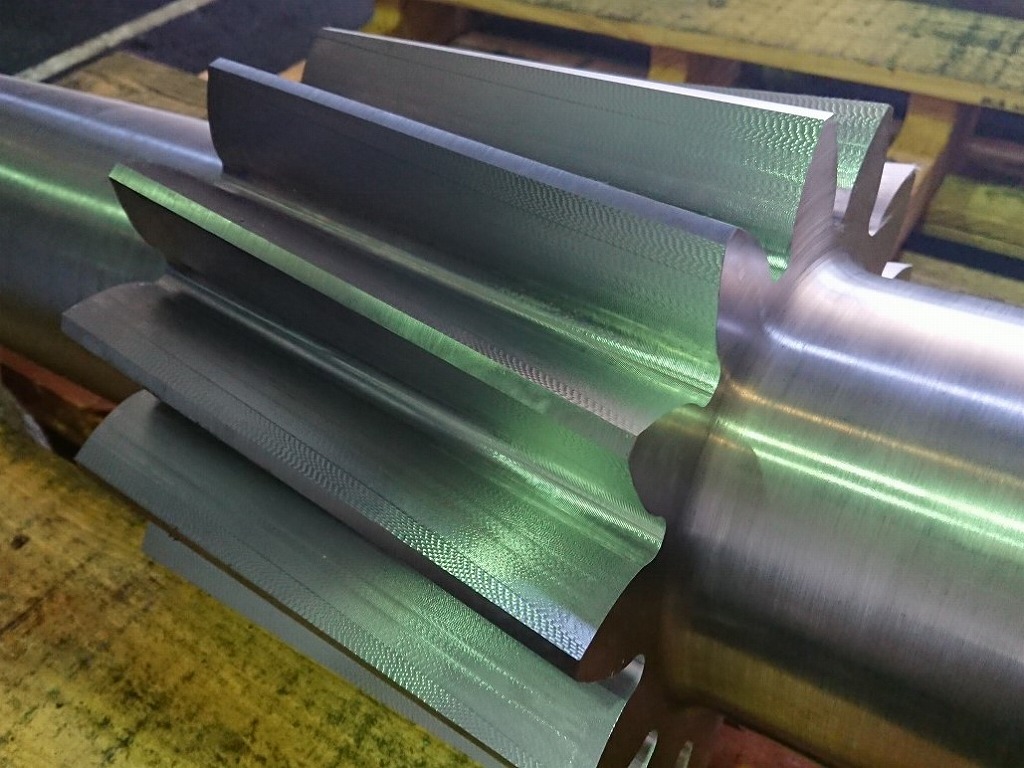
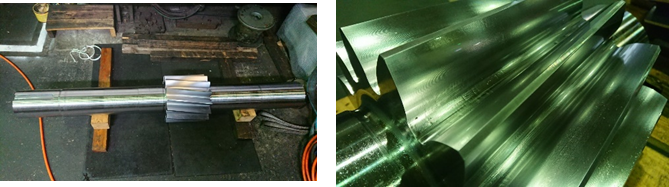
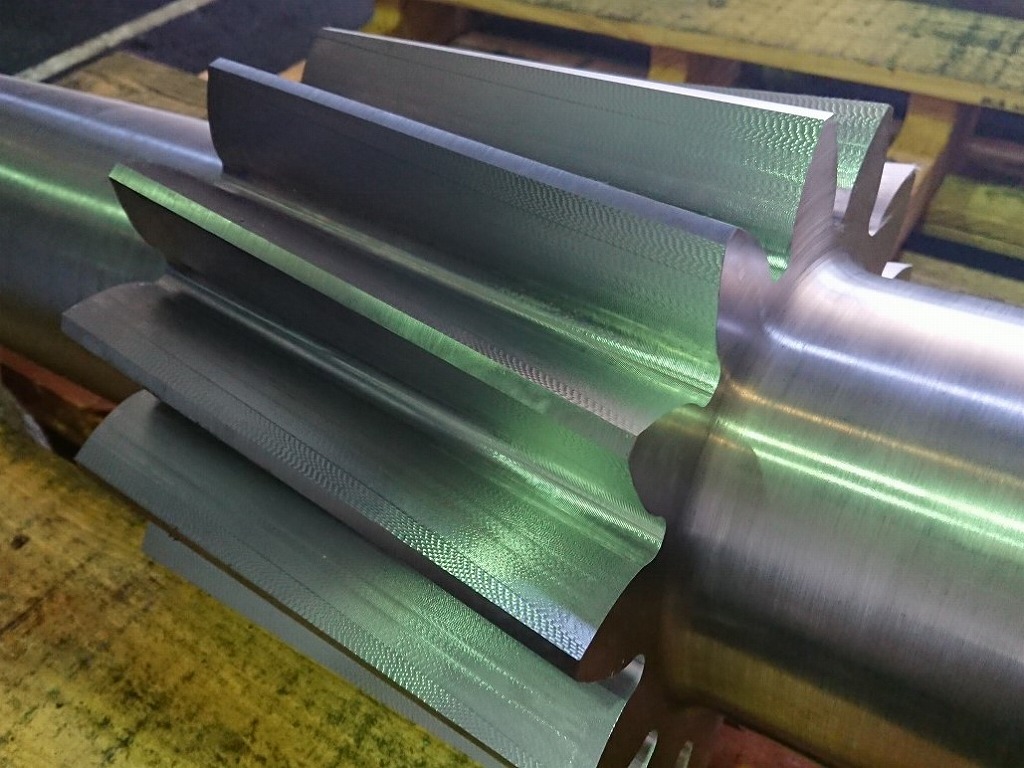
産業機械用 ギアシャフト(φ260× 1150mm)
| 加工方法 | マシニング加工,ギア加工(成型法:縦型マシニングセンタを使用),熱処理 |
|---|---|
| サイズ | φ260× 1150mm |
| 材質 | SACM645 |
| 精度 | ±0.02 |
| 用途 | 産業用機械 |
| 用途詳細 | 液送用ギアポンプの駆動部分 |
| ギヤ分類 | ヘリカルギア |
特徴
本製品は産業機械のギアシャフトです。サイズはφ260× 1150mmで、材質はSACM645を使用致しました。本製品のギア加工は成型法で行っているため、歯を一つ一つ加工しています。そのため、歯車精度を担保するのが難しくあります。しかし、当社では重切削の加工実績が多いため、ワークへの残留応力を最大限に残さずに加工する技術・ノウハウを元に製作いたしました。
成型法を採用しているため、硬い素材を削るという工程になります。ギア加工には、創生法と成型法があります。一般的な創生法はホブ盤を用いて加工しますが、HRC30以下の対応となります。成型法は、エンドミル工具を使用するため、HRC50程度まで対応できます。
このように当社では、大型ギアシャフトの加工を得意としており、豊富な実績があります。また、硬い材質(HRC50程度)の製品のギア加工も可能です。
>>> 詳しくはこちら